戞25復俢俬倄偲梟愙婡
偙偙偱梟愙傗梟愙婡偵偮偄偰彮偟徻偟偔弎傋偰傒傛偆丅
梟愙婡偲揹椡帠忣
200倁偺梟愙婡偑傛偄偲暦偄偰偄偰傕丄堦斒壠掚偱偼堷偒崬傒攝慄偺娭學傗傜丄宊栺揹椡偺娭學偱偨傔傜偭偰偄傞曽偑懡偄偺偱偼側偄偩傠偆偐丅
岎棳壜摦僩儔儞僗幃
嵟弶丄嬤強偺儂乕儉僙儞僞乕偱寖埨100v偺傕偺傪攦偄丅梠愙傪傗偭偰傒偨偑戝幐攕偩偭偨丅梟愙朹偑曣嵽偵偔偭偮偄偰偽偐傝偱丄傾乕僋僗僞乕僩偝偊傑傑側傜側偄丅丄偟偐傕壗搙傕乭偔偭偮偒乭傪孞傝曉偡偲丄梟愙婡偑夁擬丄僩儕僢僾偡傞丅偆傑偔偄偒巒傔偨婌傫偱偄傞偲丄崱搙偼巊梡棪僆乕僶乕偱僩儕僢僾丅偦偺偨傃偵10暘埲忋懸偨偝傟傞偐傜慡偔巇帠偵側傜側偄丅僐僲庤偺梟愙婡偼椺偊俢俬倄梡搑偱偁偭偰傕丄偗偭偟偰攦偭偰偼側傜側偄偲偄偆偙偲傪恎傪傕偭偰懱尡偟偨偺偱偁傞丅
偦偺偛100V偱傕捈棳僀儞僶乕僞側傜巊偊傞偲偄偆忣曬傪暦偒丄100倁20俙俵俹僀儞僶乕僞曽幃偺梟愙婡傪峸擖偟偨丅偝偡偑偙傟偼傾乕僋僗僞乕僩傗巊梡棪偺栤戣傕側偔丄寢峔廳曮偟偨丅偟偐偟丄傗偼傝僷儚乕晄懌偱岤暔偱偼廩暘側梟偗崬傒偑摼傜傟側偄丅嫮搙偑弌側偄丅俢俬倄梡搑偱偁偭偰傕傗偼傝晄枮偵姶偠偨丅
揹椡帠忣
傕偭偲僷儚乕偺偁傞傕偺偼偲偄偆偲200倁婡偩傠偆偑丄昅幰偼偆偐偮偵傕嵟嬤傑偱丄堦斒壠掚梡揹尮偼100V偩偗偱丄200倁偼棃偰偄側偄偲偽偐傝巚偭偰偄偨丅偩偐傜100倁偺梟愙婡傪攦偭偰偄偨偺偩丅偲偙傠偑側傫偲丄嵟嬤偺壠掚梡揹椡偼200倁扨憡偑傗傗偙偟偄偙偲堦愗側偟偱偛偔娙扨偵庢傟傞傛偆偵側偭偰偄傞偺偩乮俁慄幃側傜OK丅椉抂娫偼200倴乯丅偟偐偟丄偙傟偱200倴梡偺梟愙婡偑巊偊傞偐偲偄偆偲丄栤戣偼俲倁俙偩丅
揹椡夛幮偺婯懃偵傛傞偲6俲倁俙傑偱偼廬検俙丅偙傟偼堦斒壠掚梡偺宊栺偱丄婎杮椏嬥偼側偄偵摍偟偔丄巊偭偨揹椡偵斾椺偟偨椏嬥傪巟暐偆乮廬検乯偲尵偆曽幃偩偑丄偁傞検埲忋偱偼揹椡扨壙偑嬌抂偵堎忢偵崅偔側傞寚揰偑偁傞丅
傕偟6俲倁俙埲忋側傜廬検俛傪揔墳偝傟傞丅偙傟偼婎杮椏嬥偼崅偄偑丄廬検椏嬥偑偖偭偲埨偔愝掕偝傟偰偍傝婔傜巊偭偰傕揹椡扨壙偼曄傢傜側偄丅偙偺椏嬥懱宯偼尦棃丄屄恖彜揦側偳忢帪戝揹椡傪巊梡偡傞嬈幰傪桪嬾偡傞偨傔偵愝偗傜傟偨傕偺偩丅
俢俬倄梡偼偲偄偊偽丄揹摦岺嬶偼0.5俲倁俙傪挻偊傞偺偑偁偨傝傑偊偱丄梟愙婡傗僾儔僘儅偺傛偆偵5俲倁俙埲忋傕捒偟偔側偄丅偝傜偵嵟嬤偱偼僄傾僐儞傗儗儞僕傗怘愻婡傗億僢僩丄側偳0.5倠倵傪挻偊傞揹婥惢昳傕栚敀墴偟偩偐傜堦斒壠掚偱傕曐桳婡婍偺崌寁偑6俲倁俙傪寉偔挻偊傞丅傕偭偲傕偙偺俲倁俙偼摨帪巊梡偺嵟戝俲倁俙側偺偐丄扨偵曐桳偟偰偄傞崌寁俲倁俙側偺偐偼婯懃偵偼偭偒傝偆偨傢傟偰偄側偄傛偆偩偑丅
揹壔惢昳偲堘偄丄俢俬倄偱偼揹摦岺嬶傪巊偆偺偼偨偄偰偄1恖偩偐傜暋悢偺婡婍傪摨帪偵摦偐偡偙偲側偳杦偳側偄偟屄乆偺塣揮帪娫傕悢暘偐傜悢昩偲嬌傔偰抁偄偐傜崌寁偺暯嬒俲倁俙側傜偛偔傢偢偐偱丄巊偭偨偩偗偺捛壛椏嬥側傜偨偐偑偟傟偨傕偺偩丅偙傟偱廬検俛傪揔梡偝傟偨傜偳偆側傞偩傠偆丄寁嶼偟偰傒傟偽傢偐傞偑丄揹婥椏嬥偼杦偳偑婎杮椏嬥偵側傞偲偲傕偵丄堎條偵崅偔側傞偼偢偩丅----俢俬倄偵偲偭偰偼巊偭偨偩偗暐偆偺偼偄偄偑扨偵揹婥惢昳傪曐桳偟偰偄傞偲偄偆偩偗偱椏嬥傪暐傢偝傟傞偺偼偳偆傕擺摼偱偒側偄丅
偣傔偰丄廬検俙丆廬検俛偺嫬栚傪10俲倁俙乮200倁-50俙乯偔傜偄偵偟偰偔傟傟偽丄埨怱偟偰戝宆偺揹摦岺嬶偑巊梡偱偒偰彆偐傞偺偩偑丅強慒嫞憟憡庤偺側偄丄恊曽擔偺娵婇嬈偱偼柍棟側憡択偩傠偆丅
200倁偺梟愙婡偼7俲倁俙埲忋偼偁傞丅偙傟偑廬検俙偱巊偊傞偩傠偆偐丠----寢榑偼丄摿偵栤戣偑側偔巊偊偰偄傞偐傜丄傂偲傑偢椙偟偲偡傞丅丂
椙偄梟愙傪偡傞僐僣
揔惓揹棳
椙偄梟愙傪偡傞偵偼揔惓揹棳傪傑傕傞偙偲偑戝愗偲偄傢傟偰偄傞偑丄揔惓揹棳偲偼壗傾儞儁傾偱偁傠偆偐丠摎偊偼晹嵽偺壏搙偑挌搙梠夝偡傞壏搙偵曐偮揹棳偑揔惓揹棳偱偁傞偲偄偆偙偲偩丅備偊偵丄偙傟偼丄岤傒丄塣朹懍搙丄宍忬丄梟愙朹冇丄傑偨応強丄帪娫偵傛偭偰傕曄壔偡傞丅揹棳偼梟愙拞偵曄峏偡傞偙偲偼偱偒側偄偐傜僗僉儖偱懳張偡傞偟偐側偄丅偮傑傝宱尡偲僇儞偑昁梫側傢偗偩丅
岤偝
岤暔偱偼4曽敧曽偵擬偑摝偘傞偐傜壏搙偑壓偑傜側偄傛偆戝揹棳偑昁梫偱丄媡偵敄暔偺傛偆偵擬偑偙傕傝堈偄傕偺偱偼彫揹棳偑揔摉丅偦偆偱側偄偲梟偗棊偪傗寠偁偒偲側傞丅
応強
拲堄偟側偗傟偽側傜側偄偺偼晹嵽偺抂晹偱丄偙偙偼擬偑摝偘偵偔偄強乮棟榑忋拞娫晹偵偔傜傋1/2埲壓乯側偺偩丅備偊偵拞娫晹偲抂晹傪梟愙偡傞偺偼擄偟偄丅椺偑俿帤偵梟愙偡傞応崌偩丅擬偺摝偘擄偄乭俬乭晹偽偐傝偑梟偗丄乭乗乭偑堦岦偵梟偗側偄丅偙偺応崌傾乕僋偺曽岦傪梠偗偵偔偄乭乗乭曽偺晹嵽偵懡偔偁偰桪愭揑偵梟偐偟偨傝丄壖巭傔偡傞側偳偟偰擬偺摝偘摴傪妋曐偟偨屻丄2搙栚偵戝揹棳偱堦婥偵巇忋偘傞偲偆傑偔偄偒堈偄丅
帪娫
堦掕偺塣朹懍搙偱梟愙偡傞偲丄梟愙偺巒傔偲偡偙偟恑傫偩偲偒偱偼壏搙偑曄壔偡傞丅偙偺尰徾偼3倲埲壓偺敄暔偱丄偡偙偟戝揹棳偺偲偒尠挊偩巒傔偼慡懱偑椻偊愗偭偰偄傞偺偱廩暘側壏搙偵側傜偢丄彮偟恑傓偵偮傟偳傫偳傫壏搙偑忋偑傝嵟埆寠偑奐偄偰偟傑偆丅巒傔偼2乣3昩巭傔丄廩暘壏搙偑忋偑偭偨偁偲堦掕偺塣朹懍搙偱梟愙偡傞偑丄搑拞壏搙偑偁偑傝偡偓傞応崌丄傾乕僋傪抐懕丄椻傗偟側偑傜梟愙偟側偗傟偽側傜側偄丅
俿宆偵嵽傪愙崌偡傞嬿擏梟愙乮墯柺乯偼摨偠岤偝偱傕丄撍崌偣梟愙側偳偵偔傜傋偰戝揹棳偑昁梫偲側傞丅墯柺偱偼傾乕僋偑峀偑傝僷儚乕傪廤拞偡傞偙偲偑偱偒側偄偐傜丄嵽傪梟偐偡偙偲偑偱偒側偄丅偨傔梟愙朹偽偐傝梟偗丄嵽偵偔偭偮偄偨偲偨傫屌傑傝偙傟偑梋寁幾杺偵側偭偰僐乕僫乕偵廩暘側傾乕僋偑撏偐偢丄僐乕僫乕偑梟偗偢丄廩暘側嫮搙偑偱側偄丅備偊偵戝揹棳偑昁梫偲側傞丅揔惈揹棳偼偮偒崌傢偣偺栺2攞埵偩丅乮杦偳偺100倁婡偱偼椡晄懌乯戝揹棳偵偡傞偲敄暔偱偼擬偑偙傕傝傗偡偔寠偑偁偔偺偱傾乕僋抐懕側偳偱挷愡偟側偗傟偽側傜側偄丅
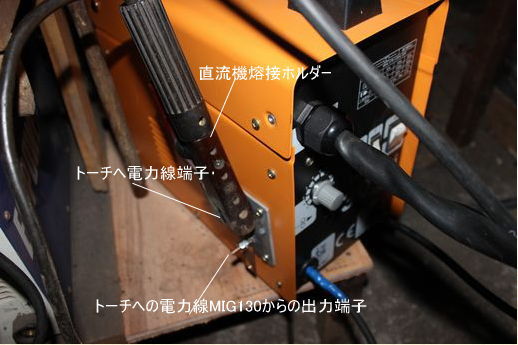
寖埨MIG敿帺摦梟愙婡偺捈棳壔
偄偄梠愙偑偟偨偄偲攦偭偨MIG130偩偑僗僷僢僞偑偍偍偔偰丄價乕僩偑墭偔偰丄側傫偲偐側傜側偄偐丠偲夵憿偡傞偙偲偲偟偨丅捈棳壔偱偁傞
僱僢僩傪傒傞偲僟僀僆乕僪傪棙梡偟偨傗傝偑徯夘偝傟偰偄傞偑丄搳帒嬥妟偑崅偡偓丄儕僗僋偑戝偒偡偓傞丅夵憿傕擄偟偡偓傞丅傕偭偲娙扨偵丄埨偔丄偲峫偊偰偄偨偲偙傠丄儊僢僠儍娙扨柺敀偄曽朄偑偁偭偨丅偦傟偼丄俀恖塇怐曽幃丄偮傑傝丄MIG130偺僩乕僠傪忔偭庢傞偺偩丅嬶懱揑偵偼MIG130僩乕僠傊偺揹椡慄傪僇僢僩乮庤尦僗僀僢僠偺慄偼愗傜側偄傛偆偵乯丄偙偺僩乕僠傊偺慄偵捈棳梟愙婡偺梠愙儂儖僟乕傪姎傑偡偺偱偁傞MIG130丄捈棳婡椉曽揹尮ON丅傕偪傠傫傾乕僗偼捈棳婡偐傜
寢壥丄傾乕僋偑楢懕揑偵側傝丄梟偗崬傒傕傛偔丄價乕僩傕偒傟偄丅偲偄偄偲偙偢偔傔偺傛偆偱偡偑丄桞堦丄傾乕僋僗僞乕僩偑偁傑傝椙偔側偄丅儚僀儎乕偺孞傝弌偟懍搙偲揹棳愝掕偑旕忢偵僔價儎乕偵側傞偺偑傗傗婥偵側傞丅
偦偙偱巚偄偮偄偨偺偑儚僀儎乕偺孞傝弌偟懍搙僐儞僩儘乕儖偩丅嬶懱揑偵偼弶婜備偭偔傝偲孞傝弌偡偙偲偩丅僐儞僨儞僒乕偲掞峈MOSFET傪巊偊偽偱偒傞偩傠偆丅
![]()
![]()